2023-11-08
搅拌摩擦焊是一种固相焊接新技术,具有绿色、优质等特点,在轨道交通、航天制造和船舶制造等领域应用广泛。搅拌摩擦焊搅拌头的轴中线与工件接触面法线会呈现一定角度,且这一角度一般为2°~5°。这有利于改善焊接时材料的流动方式,增加热量流动,减小残余应力。随着搅拌摩擦焊技术的发展,机器人搅拌摩擦焊在工程上有着重要的应用。但是,因为有倾角的存在,在机器人焊接曲线和曲面的焊缝时,搅拌头的倾角要实时调节,这会使焊接工序更加繁琐,焊接设备更加复杂,提升了焊接的难度。采用无倾角的焊接方法对机器人搅拌摩擦焊的发展具有重要的作用。
6061铝合金主要含Mg和Si两种合金元素,并以Mg2Si为主要的强化相,同时其具有低密度、耐蚀性、易成形等特性。本研究采用5mm厚6061-T4铝合金板进行无倾角的搅拌摩擦焊焊接,研究不同焊接参数对接头性能和组织的影响,以期为机器人搅拌摩擦焊的应用提供参考。
试验材料为6061-T4铝合金板,其化学成分见表1,板材尺寸为150mm×60mm×5mm。根据以往的经验设计了无倾角的搅拌头,其中搅拌头的轴肩向内呈现一部分的倾角,为外高内低的形式,同时搅拌头也设计增加了阿基米德螺线型花纹,并且在搅拌针上面加上左旋螺纹。搅拌头尺寸示意图见图1。将两块铝板打磨去除毛刺以及氧化膜,置于工装上,使其对接整齐严密。使用FSW1609K型搅拌摩擦焊机上进行焊接试验。进给速度固定为300mm/min, 主轴转速分别为600、800、1000、1200、1400和1600r/min具体的焊接参数见表2。
表1 6061铝合金主要的化学成分(%)

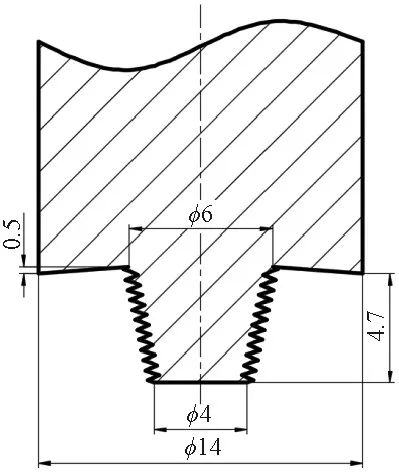
图1 搅拌头尺寸示意图
表2 6061 FSW工艺试验参数
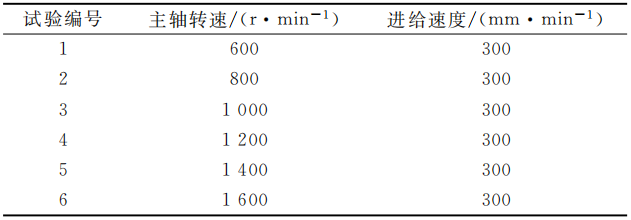
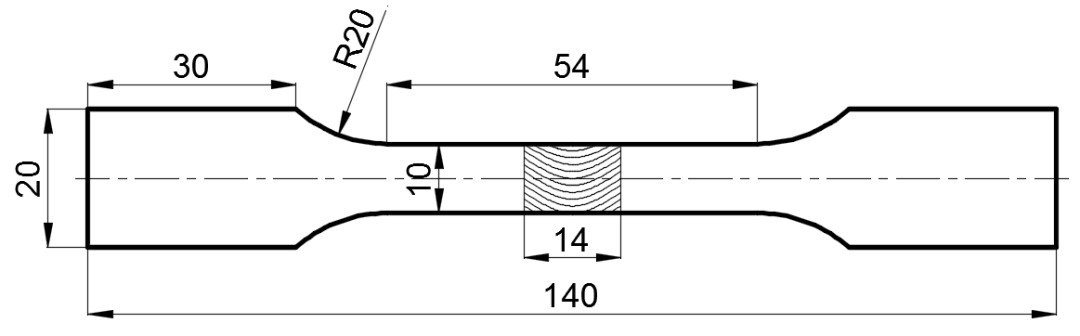
图2 拉伸试样尺寸
图3为不同工艺下焊缝的表面形貌。可以看出,当焊接转速较低时(600、800r/min),搅拌摩擦焊焊缝表面成形粗糙,局部位置出现了金属颗粒、毛刺与飞边,这是由于焊接过程中搅拌头产热较少,金属的塑性流动不足,造成轴肩与金属板材之间发生粘连,导致金属颗粒和毛刺产生。当主轴转速提高到1000r/min后,焊缝的表面成形明显改善,但是仍然存在细小的毛刺。继续将焊接转速增大至1200r/min及以上时,发现焊缝表面成形光滑,纹理清晰均匀且无毛刺产生。
不同焊接工艺下焊缝截面的宏观形貌见图4。可以看出,当焊接转速较低(600、800r/min)时,焊缝底部存在隧道型缺陷;随着转速增加,当转速达到1000r/min及以上时,焊缝隧道型缺陷消除。在FSW焊接过程中,焊接热输入量对焊缝成形起着至关重要的作用。而在搅拌摩擦焊过程中的能量和温度可由焊接工艺参数表述,具体如下:
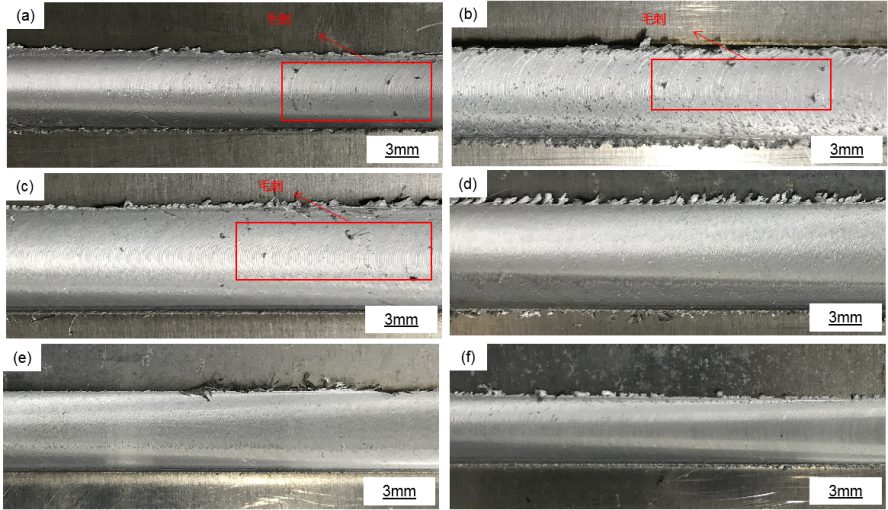
(a)600r/min (b)800r/min (c)1000r/min (d)1200r/min (e)1400r/min (f)1600r/min
图3 焊缝的表面成形图样
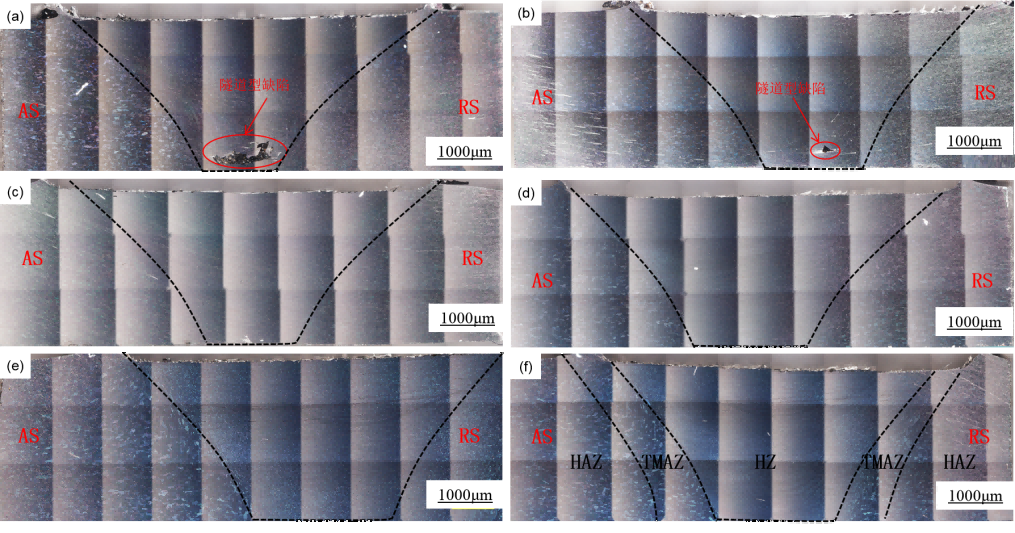
a)600r/min (b)800r/min (c)1000r/min (d)1200r/min (e)1400r/min (f)1600r/min
图4 焊缝横截面宏观形貌
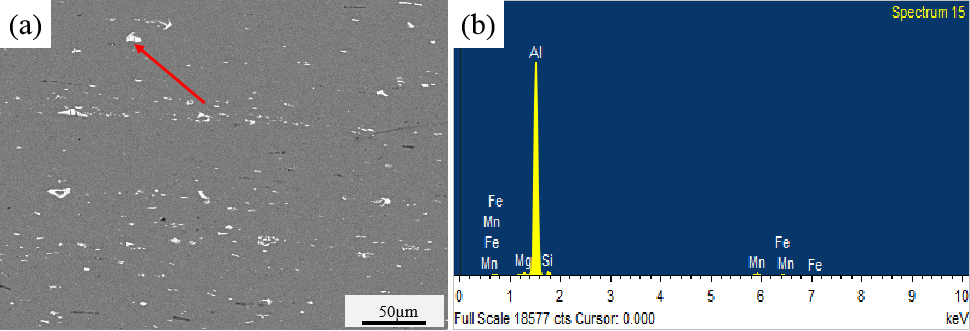
(a)第二相分布 (b)粗大相成分
图5 6061-T4 铝合金母材第二相分析
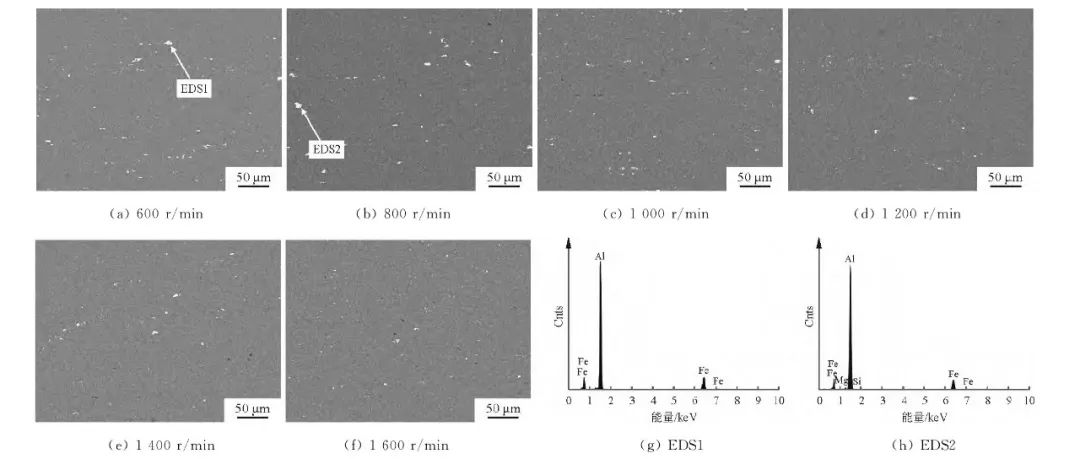
图6 焊核区第二相分布及EDS分析
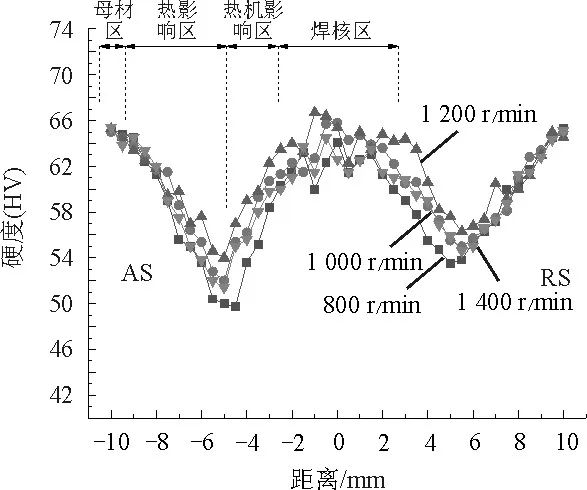
图7 焊缝显微硬度分布
可以发现,与焊缝中心的距离不同,硬度也不同:母材区>焊核区>热机影响区>热影响区。母材的平均硬度(HV)最高,达到72。同时可以观察焊核区由等轴晶细粒组成,因为受到细晶强化的影响,所以焊核区的平均硬度会高于热影响区和热机影响区的平均硬度。热机影响区在焊接过程中受到的动态再结晶程度不如焊核区,其内部晶粒被拉长,使其硬度降低。同时热影响区在搅拌摩擦焊焊接热循环的作用下,内部微观组织发生动态回复,晶粒粗化,导致其平均硬度最低。
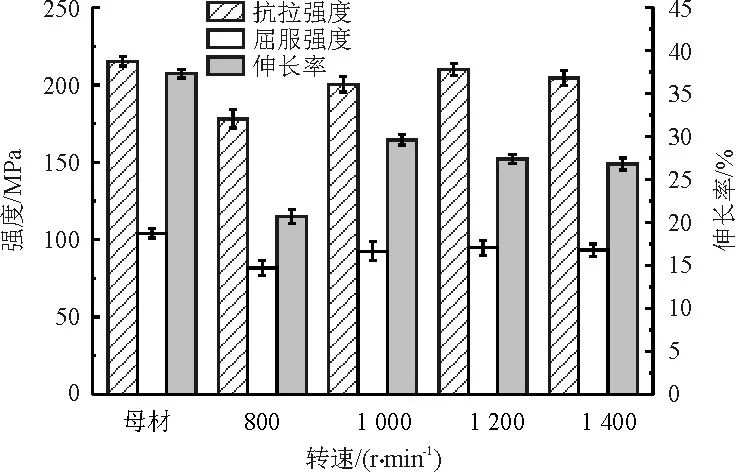
图8 各个工艺参数焊缝的力学性能
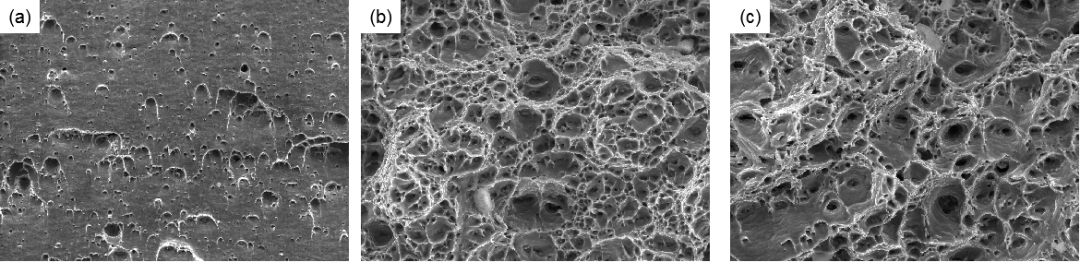
a)600r/min (b)1200r/min (c)1600r/min
图9 不同转速下焊缝断口形貌
研究结论
(1)焊接转速较低时(600、800r/min),6061铝合金搅拌摩擦焊焊缝的表面成形较差,有较多毛刺存在,焊缝内部出现隧道型缺陷;搅拌头转速提高,搅拌摩擦焊的焊接热输入量相应增加,材料的塑性流动加强,焊缝的表面成形光滑,内部的隧道型缺陷消失。
(2)随着焊接转速不断增加,焊核区内的晶粒尺寸不断增大,粗晶第二相粒子减少,第二相粒子变细,导致力学性能随着转速的增加呈现先增加后稳定下降的趋势,当转速为1200r/min时焊缝的力学性能达到最佳。
(3)焊接转速的增加改变了焊缝的断裂位置。当转速为600r/min 时断裂位置在焊核区;当转速提高至800r/min及以上时,断裂位置在靠近焊缝返回侧的母材处,而显微硬度曲线同样显示该处的硬度值最低。
(4)焊接速度的提高改变了焊缝的断裂方式。当转速为600r/min时,拉伸断裂的方式为脆-韧性混合断裂;当转速提高到1200r/min及以上时,拉伸断裂方式为典型的韧性断裂。
相关产品
相关新闻
Copyrigh www.kailailq.com. All Rights Reserved. 唐山凯莱新材料有限公司 版权所有 冀ICP备18033999号-1  冀公网安备 13022502000152号
冀公网安备 13022502000152号 ![]()




